Categories
Conveyor System

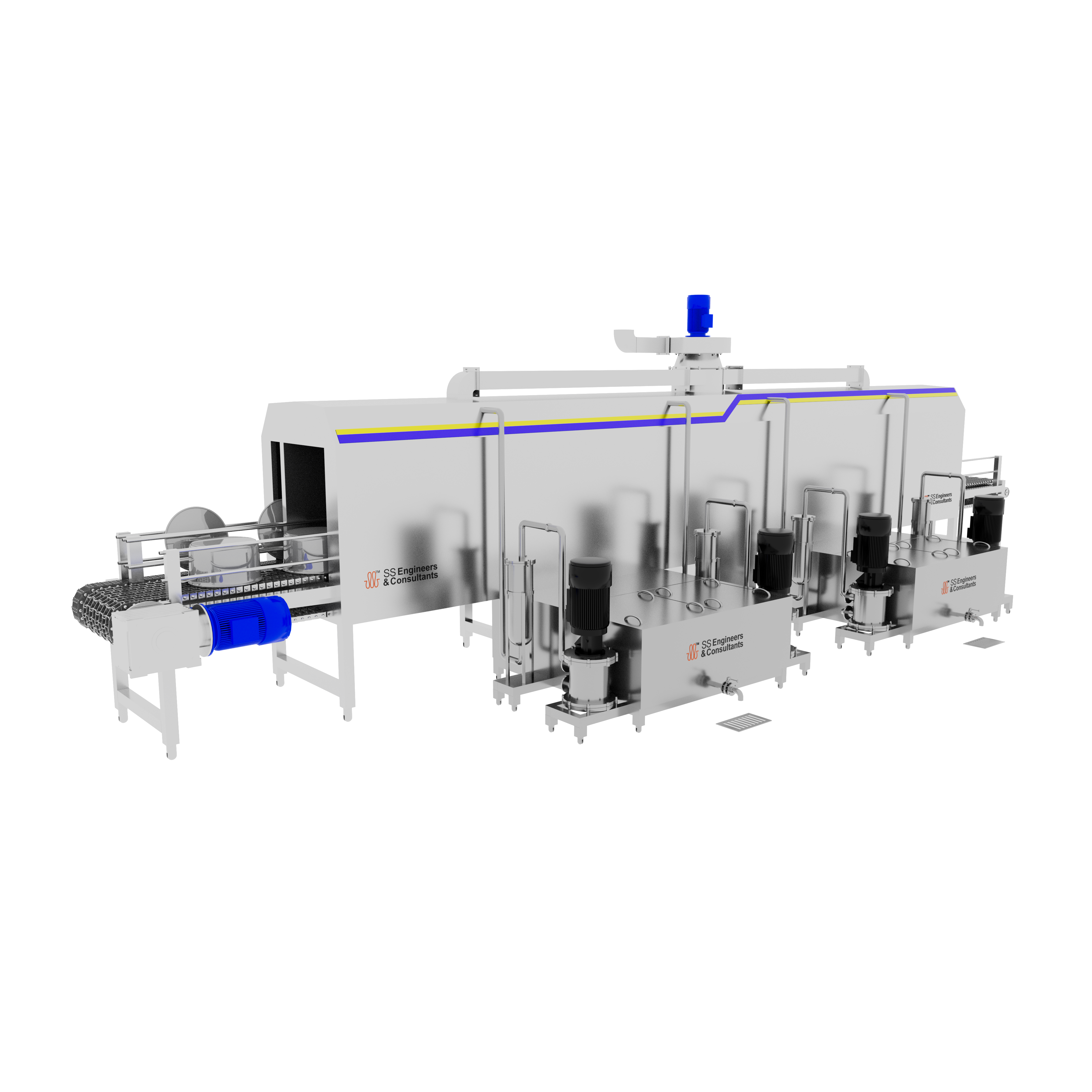
SS Engineers & Consultants design and manufacture hygienic, high-throughput
Commercial Kitchen & Catering Conveyor Systems, purpose-built for
canteens, hotels, central kitchens, and catering units.
Constructed in SS304/316 with food-grade belts, sanitary welds, and hygienic seals, our conveyors
ensure safe and reliable transfer of crates, trays, vessels, utensils, packaged food items,
and waste bins across preparation, cooking, washing, and packaging areas.
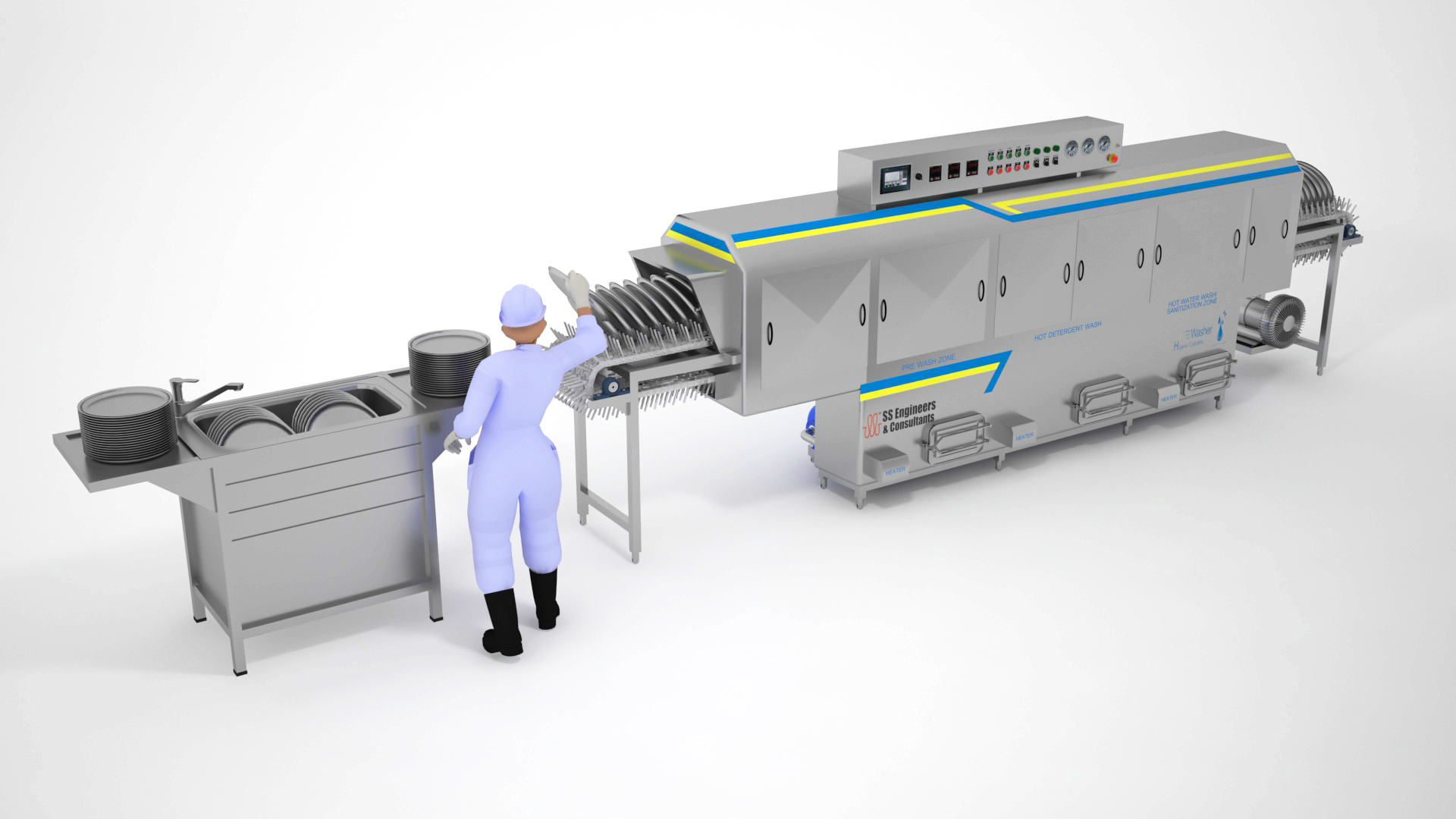
Multi-configuration designs (straight, incline, curve, Z-elevator, accumulation, and modular link
systems)
with adjustable speeds maintain smooth and continuous flow of materials while reducing manual
handling, cross-contamination risks, and operational labor costs.
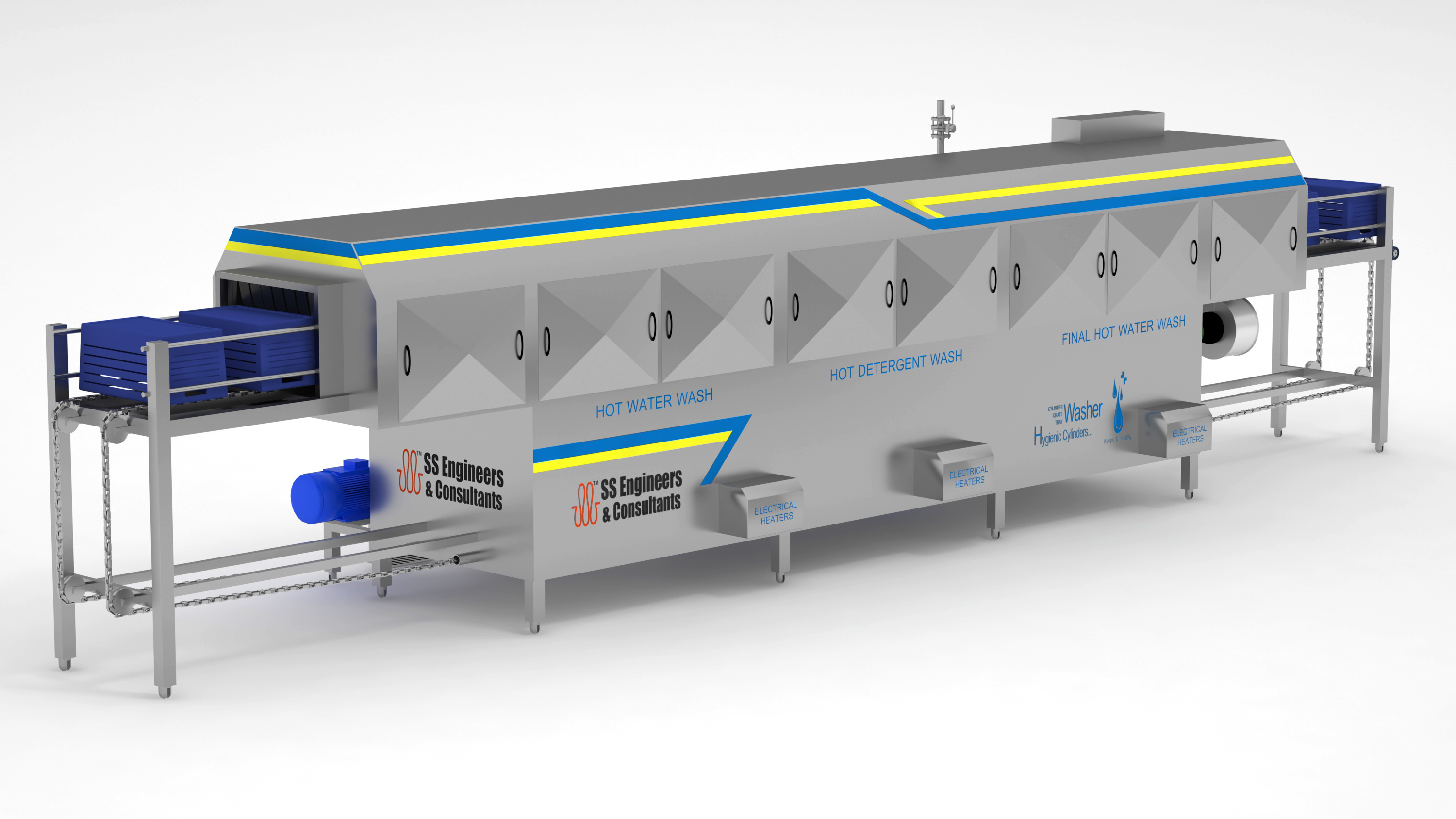
Features include CIP-friendly frames, hygienic sloped surfaces for drainage, tool-less belt removal for quick sanitation, inline inspection points, and reject diverters to ensure consistent product quality. Conveyor systems integrate seamlessly with washers, peelers, cutters, mixers, fillers, packaging lines, and cold storage, forming a connected and efficient backbone for food service operations. Optional stainless steel covers, air-knife drying stations, and modular extensions allow easy customization for evolving menus, seasonal demand, or product changeovers.
Advanced automation ensures precise and reliable operation. PLC/SCADA-driven controls enable recipe-based operations, variable speed synchronization, energy-efficient drives, and safety interlocks to protect both operators and equipment. Real-time monitoring, alarms, and data logging support preventive maintenance, process audits, and regulatory compliance.
Designed for long service life, these conveyor systems minimize downtime, reduce operating costs, and improve throughput in high-volume kitchens. They also support HACCP, FSMS, and international hygiene standards, ensuring safe and contamination-free handling of food contact materials. By reducing manual handling and streamlining workflows, SS Engineers & Consultants’ conveyor systems help commercial kitchens and catering operations achieve greater efficiency, hygiene, and sustainability.
Features include CIP-friendly frames, hygienic sloped surfaces for drainage, tool-less belt removal for quick sanitation, inline inspection points, and reject diverters to ensure consistent product quality. Conveyor systems integrate seamlessly with washers, peelers, cutters, mixers, fillers, packaging lines, and cold storage, forming a connected and efficient backbone for food service operations. Optional stainless steel covers, air-knife drying stations, and modular extensions allow easy customization for evolving menus, seasonal demand, or product changeovers.
Advanced automation ensures precise and reliable operation. PLC/SCADA-driven controls enable recipe-based operations, variable speed synchronization, energy-efficient drives, and safety interlocks to protect both operators and equipment. Real-time monitoring, alarms, and data logging support preventive maintenance, process audits, and regulatory compliance.
Designed for long service life, these conveyor systems minimize downtime, reduce operating costs, and improve throughput in high-volume kitchens. They also support HACCP, FSMS, and international hygiene standards, ensuring safe and contamination-free handling of food contact materials. By reducing manual handling and streamlining workflows, SS Engineers & Consultants’ conveyor systems help commercial kitchens and catering operations achieve greater efficiency, hygiene, and sustainability.
Commercial Kitchen & Catering Conveyor System – Key Features:
- Hygienic SS304/316 stainless steel construction with sanitary welds and sloped drain design
- Flexible layouts: straight, incline, curve, Z-elevator, and accumulation conveyors
- Food-grade belts and modular components ensure safe handling of crates, trays, and utensils
- Designed to minimize manual handling and cross-contamination risks in busy kitchens
- Recipe-driven synchronization with washers, fillers, and packaging lines
- Inline inspection points and reject diverters for quality and food safety assurance
- Energy-efficient motors and variable speed drives reduce operating costs
- PLC/SCADA automation with real-time monitoring and operator-friendly controls
- Optional air-knife integration and modular extensions for faster turnaround and adaptability
See it in Action
Youtube Video Auto Playing without sound
Need Custom Solutions?
Our team can develop specialized cleaning solutions tailored to your bakery hygiene requirements.
Contact Our Experts